




| üĒ(l©ói)į┤Ż║▒ŠšŠįŁäō(chu©żng) ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2016-08-30 ķåūxŻ║1550┤╬ |
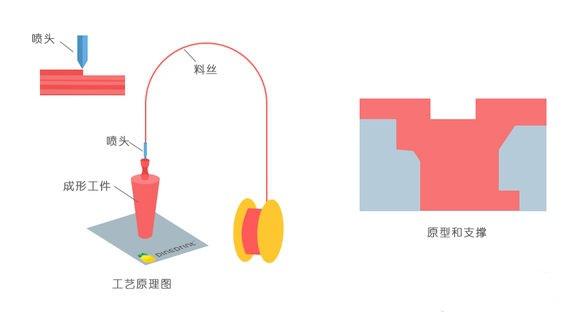
FDM┤“ėĪ╝╝ąg(sh©┤) ╝╝ąg(sh©┤)įŁ└ĒŻ║ FDM(Fused Deposition ModelingŻ¼╚█╚┌│┴Ęe)ĪŻ FDM╚█╚┌īėĘe│╔ą═╝╝ąg(sh©┤)╩ŪīóĮzĀŅĄ─¤ß╚█ąį▓─┴Ž╝ė¤ß╚┌╗»Ż¼═¼Ģr(sh©¬)╚²ŠSćŖŅ^į┌ėŗ(j©¼)╦ŃÖC(j©®)Ą─┐žųŲŽ┬Ż¼Ė∙ō■(j©┤)Įž├µ▌å└¬ą┼ŽóŻ¼īó▓─┴Ž▀xō±ąįĄž═┐Ę¾į┌╣żū„┼_(t©ói)╔ŽŻ¼┐ņ╦┘└õģs║¾ą╬│╔ę╗īėĮž├µĪŻę╗īė│╔ą══Ļ│╔║¾Ż¼ÖC(j©®)Ų„╣żū„┼_(t©ói)Ž┬ĮĄę╗éĆ(g©©)Ė▀Č╚Ż©╝┤Ęųīė║±Č╚Ż®į┘│╔ą═Ž┬ ę╗īėŻ¼ų▒ų┴ą╬│╔š¹éĆ(g©©)īŹ(sh©¬)¾wįņą═ĪŻ
FDM╝╝ąg(sh©┤)Ą─ā×(y©Łu)³c(di©Żn)Ż║ 1Ż® ▓┘ū„Łh(hu©ón)Š│Ė╔ā¶Īó░▓╚½Ż¼▓─┴Ž¤o(w©▓)ČŠŻ¼┐╔ęįį┌▐k╣½╩ęĪó╝ę═źŁh(hu©ón)Š│Ž┬▀M(j©¼n)ąąŻ¼ø](m©”i)ėą«a(ch©Żn)╔·ČŠÜŌ║═╗»īW(xu©”)╬█╚ŠĄ─╬ŻļU(xi©Żn)ĪŻ 2Ż® ¤o(w©▓)ąĶ╝ż╣ŌŲ„Ą╚┘Fųžį¬Ų„╝■Ż¼ę“┤╦ār(ji©ż)Ė±▒Ńę╦ĪŻ 3Ż® įŁ▓─┴Ž×ķŠĒ▌SĮzą╬╩ĮŻ¼╣Ø(ji©”)╩Ī┐šķgŻ¼ęūė┌░ß▀\(y©┤n)║═╠µōQĪŻ 4Ż® ▓─┴Ž└¹ė├┬╩Ė▀Ż¼┐╔éõ▀x▓─┴Ž║▄ČÓŻ¼ār(ji©ż)Ė±ę▓ŽÓī”(du©¼)▒Ńę╦ĪŻ FDM╝╝ąg(sh©┤)Ą─╚▒³c(di©Żn)Ż║ 1Ż® │╔ą╬║¾▒Ē├µ┤ų▓┌Ż¼ąĶ║¾└m(x©┤)Æü╣Ō╠Ä└ĒĪŻūŅĖ▀Š½Č╚ų╗─▄×ķ0.1mmĪŻ 2Ż® ╦┘Č╚▌^┬²Ż¼ę“?y©żn)ķćŖŅ^ū÷ÖC(j©®)ąĄ▀\(y©┤n)äė(d©░ng)ĪŻ 3Ż® ąĶę¬▓─┴Žū„×ķų¦ō╬ĮY(ji©”)śŗ(g©░u)ĪŻ
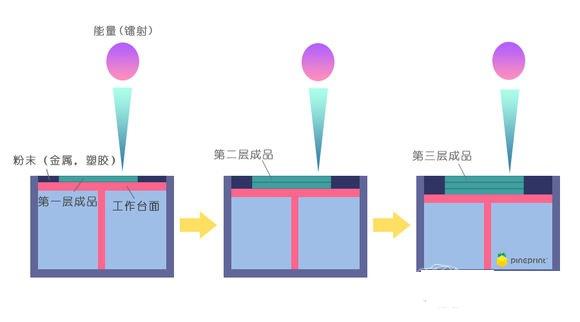
SLS┤“ėĪ╝╝ąg(sh©┤) ╝╝ąg(sh©┤)įŁ└ĒŻ║ SLS(Selective Laser SinteringŻ¼Ę█─®▓─┴Ž▀xō±ąį╝ż╣Ō¤²ĮY(ji©”))ĪŻ įō╝╝ąg(sh©┤)▓╔ė├õüĘ█īóę╗īėĘ█─®▓─┴ŽŲĮõüį┌ęč│╔ą═┴Ń╝■Ą─╔Ž▒Ē├µŻ¼▓ó╝ė¤ßų┴ŪĪ║├Ą═ė┌įōĘ█─®¤²ĮY(ji©”)³c(di©Żn)Ą──│ę╗£žČ╚Ż¼┐žųŲŽĄĮy(t©»ng)┐žųŲ╝ż╣Ō╩°░┤ššįōīėĄ─Įž├µ▌å└¬į┌Ę█īė╔ŽÆ▀├ĶŻ¼╩╣Ę█─®Ą─£žČ╚╔²ĄĮ╚█╗»³c(di©Żn)Ż¼▀M(j©¼n)ąą¤²ĮY(ji©”)▓ó┼cŽ┬├µęč│╔ą═Ą─▓┐ĘųīŹ(sh©¬)¼F(xi©żn)š│ĮY(ji©”)ĪŻę╗īė═Ļ│╔║¾Ż¼╣żū„┼_(t©ói)Ž┬ĮĄę╗īė║±Č╚Ż¼õü┴Ž▌üį┌╔Ž├µõü╔Žę╗īėŠ∙ä“├▄īŹ(sh©¬)Ę█─®Ż¼▀M(j©¼n)ąąą┬ę╗īėĮž├µĄ─¤²ĮY(ji©”)Ż¼ų▒ų┴═Ļ│╔š¹éĆ(g©©)─Żą═ĪŻ
SLS╝╝ąg(sh©┤)Ą─ā×(y©Łu)³c(di©Żn)Ż║ 1Ż®┐╔ė├ČÓĘN▓─┴ŽĪŻŲõ┐╔ė├▓─┴Ž░³└©Ė▀ĘųūėĪóĮī┘Īó╠š┤╔Īó╩»ĖÓĪó─ß²łĄ╚ČÓĘNĘ█─®▓─┴ŽĪŻ╠žäe╩ŪĮī┘Ę█─®▓─┴ŽŻ¼╩Ū─┐Ū░3D┤“ėĪ╝╝ąg(sh©┤)ųąūŅ¤ßķT(m©”n)Ą─░l(f©Ī)š╣ĘĮŽ“ų«ę╗ĪŻ 2Ż®ųŲįņ╣ż╦ć║å(ji©Żn)å╬ĪŻė╔ė┌┐╔ė├▓─┴Ž▒╚▌^ČÓŻ¼įō╣ż╦ć░┤▓─┴ŽĄ─▓╗═¼┐╔ęįų▒Įė╔·«a(ch©Żn)Å═(f©┤)ļsą╬ĀŅĄ─įŁą═Īóą═Ū╗─Ż╚²ŠSśŗ(g©░u)Į©╗“▓┐╝■╝░╣żŠ▀ĪŻ 3Ż®Ė▀Š½Č╚ĪŻę╗░Ń─▄ē“▀_(d©ó)ĄĮ╣ż╝■š¹¾wĘČć·ā╚(n©©i)Ż©0.05-2.5Ż®mmĄ─╣½▓ŅĪŻ 4Ż®¤o(w©▓)ąĶų¦ō╬ĮY(ji©”)śŗ(g©░u)ĪŻ»Bīė▀^(gu©░)│╠│÷¼F(xi©żn)Ą─æę┐šīė┐╔ų▒Įėė╔╬┤¤²ĮY(ji©”)Ą─Ę█─®üĒ(l©ói)ų¦ō╬ĪŻ 5Ż®▓─┴Ž└¹ė├┬╩Ė▀ĪŻė╔ė┌▓╗ąĶę¬ų¦ō╬Ż¼¤o(w©▓)ąĶ╠Ē╝ėĄūū∙Ż¼×ķ│ŻęŖ(ji©żn)ÄūĘN3D┤“ėĪ╝╝ąg(sh©┤)ųą▓─┴Ž└¹ė├┬╩ūŅĖ▀Ą─Ż¼Ūęār(ji©ż)Ė±ŽÓī”(du©¼)▒Ńę╦ĪŻ SLS╝╝ąg(sh©┤)Ą─╚▒³c(di©Żn)Ż║ 1Ż®▒Ē├µ┤ų▓┌ĪŻė╔ė┌įŁ▓─┴Ž╩ŪĘ█ĀŅĄ─Ż¼įŁą═Į©įņ╩Ūė╔▓─┴ŽĘ█īėĮø(j©®ng)▀^(gu©░)╝ė¤ß╚█╗»īŹ(sh©¬)¼F(xi©żn)ųīėš│ĮY(ji©”)Ą─Ż¼ę“┤╦Ż¼įŁą═▒Ē├µć└(y©ón)Ė±ųv╩ŪĘ█┴ŻĀŅĄ─Ż¼ę“Č°▒Ē├µ┘|(zh©¼)┴┐▓╗Ė▀ĪŻ 2Ż®¤²ĮY(ji©”)▀^(gu©░)│╠ėą«É╬ČĪŻ SLS╣ż╦ćųąĘ█īėąĶę¬╝ż╣Ō╩╣Ųõ╝ė¤ß▀_(d©ó)ĄĮ╚█╗»ĀŅæB(t©żi)Ż¼Ė▀Ęųūė▓─┴Ž╗“š▀Ę█┴Żį┌╝ż╣Ō¤²ĮY(ji©”)Ģr(sh©¬)Ģ■(hu©¼)ō]░l(f©Ī)«É╬ČÜŌ¾wĪŻ 3Ż®¤o(w©▓)Ę©ų▒Įė│╔ą═Ė▀ąį─▄Ą─Įī┘║ą╠š┤╔┴Ń╝■Ż¼│╔ą═┤¾│▀┤ń┴Ń╝■Ģr(sh©¬)╚▌ęū░l(f©Ī)╔·┬NŪ·ūāą╬ĪŻ 4Ż®╝ė╣żĢr(sh©¬)ķgķL(zh©Żng)ĪŻ╝ė╣żŪ░Ż¼ę¬ėą2ąĪĢr(sh©¬)Ą─ŅA(y©┤)¤ßĢr(sh©¬)ķgŻ╗┴Ń╝■śŗ(g©░u)Į©║¾Ż¼ę¬╗©5ų┴10ąĪĢr(sh©¬)Ģr(sh©¬)ķg└õģsŻ¼▓┼─▄Å─Ę█─®Ėūųą╚Ī│÷ĪŻ 5Ż®ė╔ė┌╩╣ė├┴╦┤¾╣”┬╩╝ż╣ŌŲ„Ż¼│²┴╦▒Š╔ĒĄ─įO(sh©©)éõ│╔▒ŠŻ¼▀ĆąĶę¬║▄ČÓ▌oų·▒Żūo(h©┤)╣ż╦ćŻ¼š¹¾w╝╝ąg(sh©┤)ļyČ╚┤¾Ż¼ųŲįņ║═ŠSūo(h©┤)│╔▒ŠĘŪ│ŻĖ▀Ż¼Ųš═©ė├涤o(w©▓)Ę©│ą╩▄
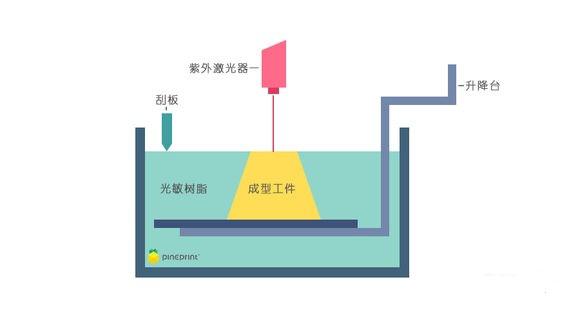
SLA┤“ėĪ╝╝ąg(sh©┤) ╝╝ąg(sh©┤)įŁ└ĒŻ║ SLA(Stereo Lithography ApparatusŻ¼╣Ō├¶śõ(sh©┤)ų¼▀xō±ąį╣╠╗»)ĪŻ į┌ę║▓█ųą│õØMę║æB(t©żi)╣Ō├¶śõ(sh©┤)ų¼Ż¼Ųõį┌╝ż╣ŌŲ„╦∙░l(f©Ī)╔õĄ─ūŽ═Ō╝ż╣Ō╩°šš╔õŽ┬Ż¼Ģ■(hu©¼)┐ņ╦┘╣╠╗»Ż©SLA┼cSLS╦∙ė├Ą─╝ż╣Ō▓╗═¼Ż¼SLAė├Ą─╩ŪūŽ═Ō╝ż╣ŌŻ¼Č°SLSė├Ą─╩Ū╝t═Ō╝ż╣ŌŻ®ĪŻį┌│╔ą═ķ_(k©Īi)╩╝Ģr(sh©¬)Ż¼┐╔╔²ĮĄ╣żū„┼_(t©ói)╠Äė┌ę║├µęįŽ┬Ż¼äé║├ę╗éĆ(g©©)Įž├µīė║±Ą─Ė▀Č╚ĪŻ═©▀^(gu©░)═ĖńRŠ█Į╣║¾Ą─╝ż╣Ō╩°Ż¼░┤ššÖC(j©®)Ų„ųĖ┴ŅīóĮž├µ▌å└¬čžę║├µ▀M(j©¼n)ąąÆ▀├ĶĪŻÆ▀├Ķģ^(q©▒)ė“Ą─śõ(sh©┤)ų¼┐ņ╦┘╣╠╗»Ż¼Å─Č°═Ļ│╔ę╗īėĮž├µĄ─╝ė╣ż▀^(gu©░)│╠Ż¼Ą├ĄĮę╗īė╦▄┴Ž▒ĪŲ¼ĪŻ╚╗║¾Ż¼╣żū„┼_(t©ói)Ž┬ĮĄę╗īėĮž├µīė║±Ą─Ė▀Č╚Ż¼į┘╣╠╗»┴Ēę╗īėĮž├µĪŻ▀@śėīėīė»B╝ėśŗ(g©░u)│╔Į©śŗ(g©░u)╚²ŠSīŹ(sh©¬)¾wĪŻ
SLA╝╝ąg(sh©┤)Ą─ā×(y©Łu)³c(di©Żn)Ż║ 1Ż® ░l(f©Ī)š╣Ģr(sh©¬)ķgūŅķL(zh©Żng)Ż¼╣ż╦ćūŅ│╔╩ņŻ¼æ¬(y©®ng)ė├ūŅÅVĘ║ĪŻį┌╚½╩└Įń░▓čbĄ─┐ņ╦┘│╔ą═ÖC(j©®)ųąŻ¼╣Ō╣╠╗»│╔ą═ŽĄĮy(t©»ng)╝sš╝60%ĪŻ 2Ż® │╔ą═╦┘Č╚▌^┐ņŻ¼ŽĄĮy(t©»ng)╣żū„ĘĆ(w©¦n)Č©ĪŻ 3Ż® Š▀ėąĖ▀Č╚╚ßąįĪŻ 4Ż® Š½Č╚║▄Ė▀Ż¼┐╔ęįū÷ĄĮ╬ó├ū╝ē(j©¬)äeŻ¼▒╚╚ń0.025mmĪŻ 5Ż® ▒Ē├µ┘|(zh©¼)┴┐║├Ż¼▒╚▌^╣Ō╗¼Ż║▀m║Žū÷Š½╝Ü(x©¼)┴Ń╝■ĪŻ SLA╝╝ąg(sh©┤)Ą─╚▒³c(di©Żn)Ż║ 1Ż® ąĶę¬įO(sh©©)ėŗ(j©¼)ų¦ō╬ĮY(ji©”)śŗ(g©░u)ĪŻų¦ō╬ĮY(ji©”)śŗ(g©░u)ąĶę¬╬┤═Ļ╚½╣╠╗»Ģr(sh©¬)╚ź│²Ż¼╚▌ęūŲŲē─│╔ą═╝■ĪŻ 2Ż® įO(sh©©)éõįņār(ji©ż)Ė▀░║Ż¼Č°Ūę╩╣ė├║═ŠSūo(h©┤)│╔▒ŠČ╝▓╗Ą═ĪŻSLAŽĄĮy(t©»ng)ąĶę¬ī”(du©¼)ę║¾w▀M(j©¼n)ąą▓┘ū„Ą─Š½├▄įO(sh©©)éõŻ¼ī”(du©¼)╣żū„Łh(hu©ón)Š│ę¬Ū¾┐┴┐╠ĪŻ 3Ż® ╣Ō├¶śõ(sh©┤)ų¼ėą▌p╬óČŠąįŻ¼ī”(du©¼)Łh(hu©ón)Š│ėą╬█╚ŠŻ¼ī”(du©¼)▓┐Ęų╚╦¾wŲż─wėą▀^(gu©░)├¶Ę┤æ¬(y©®ng)ĪŻ 4Ż® śõ(sh©┤)ų¼▓─┴Žār(ji©ż)Ė±┘FŻ¼Ą½│╔ą═║¾ÅŖ(qi©óng)Č╚ĪóäéČ╚Īó─═¤ßąįČ╝ėąŽ▐Ż¼▓╗└¹ė┌ķL(zh©Żng)Ģr(sh©¬)ķg▒Ż┤µĪŻ 5Ż® ė╔ė┌▓─┴Ž╩Ūśõ(sh©┤)ų¼Ż¼£žČ╚▀^(gu©░)Ė▀Ģ■(hu©¼)╚█╗»Ż¼╣żū„£žČ╚▓╗─▄│¼▀^(gu©░)100ĪµĪŻŪę╣╠╗»║¾▌^┤ÓŻ¼ęūöÓ┴čŻ¼┐╔╝ė╣żąį▓╗║├ĪŻ│╔ą═╝■ęū╬³Ø±┼“├øŻ¼┐╣Ė»╬g─▄┴”▓╗ÅŖ(qi©óng)ĪŻ |
| ĘĄ╗ž┴ą▒Ē || ĻP(gu©Īn)ķ]┤░┐┌ |
╔Žę╗Ų¬Ż║Įę├ž3D┤“ėĪ╝╝ąg(sh©┤)ų«ĶTįņ╔░ą═3D┤“ėĪ Ž┬ę╗Ų¬Ż║╦─┤¾╝ŌČ╦╝╝ąg(sh©┤)²RŠ`Ę┼ ų·3D┤“ėĪėŁæ(zh©żn)╬┤üĒ(l©ói) |

3DĘ■äš(w©┤)
![]()
ą┬┬äųąą─
![]()
┬ō(li©ón)ŽĄ╬ęéā
![]()